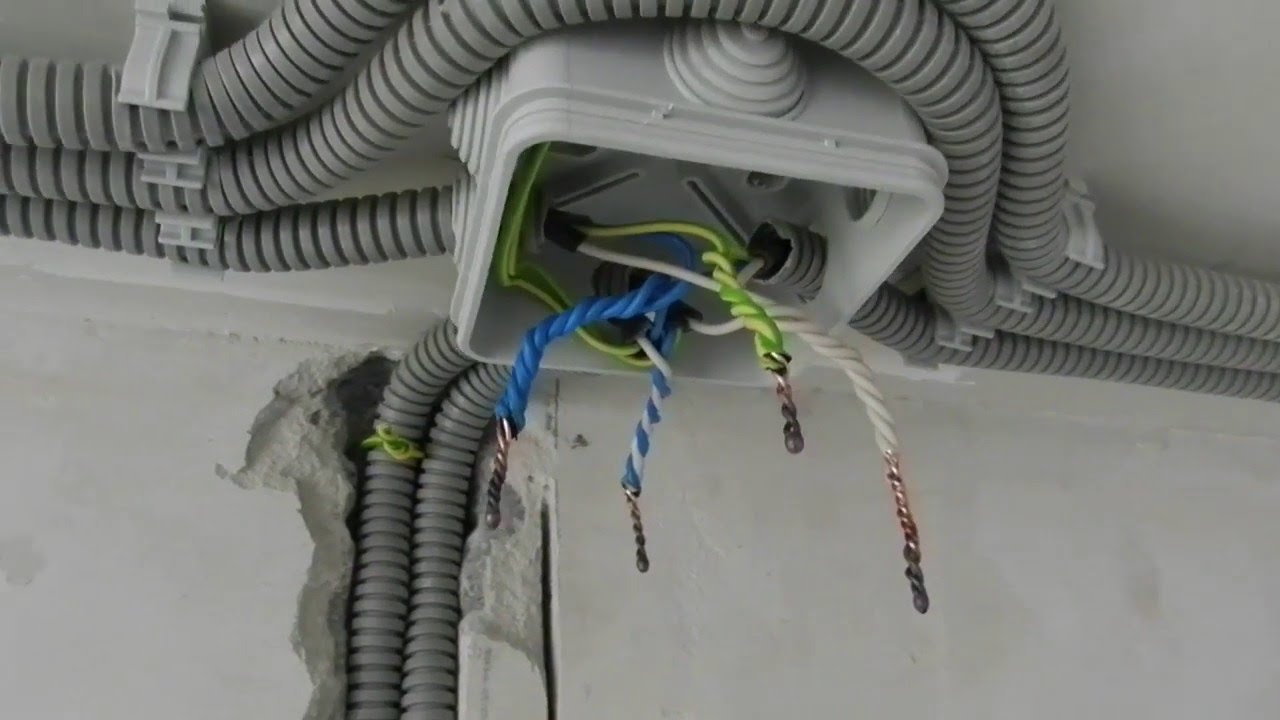
Brez izjeme vsi električni načrti ožičenja predvidevajo razvejanje in povezovanje kablov in žic. Za to je potrebno dodatno namestiti razdelilno omarico, ki je izdelana iz kovine ali polimernih materialov. Vendar pa namestitev konstrukcije ni dovolj, pomembno je poznati tehnologijo spajkanja zvitih žic v razdelilni omarici.
Čemu so razdelilne omarice?
Potreba po uporabi razvodnih omaric ne bi smela biti dvomljiva. Da bi se prepričali o tem, morate prebrati opozorila strokovnjakov:
- Zanemarjanje namestitve konstrukcije je kršitev pravil, določenih v regulativnih dokumentih.
- Skladnost s požarno varnostjo. Zahvaljujoč RK se zaradi tesnosti konstrukcije znatno zmanjša verjetnost kratkega stika in požara.
- Namestitev naprave bo vzela veliko časa, vendar bo v prihodnosti veliko lažje nadgrajevati, vzdrževati, popravljati in podaljševati žice.Na primer, če morate namestiti dodatno vtičnico ali stikalo, lahko potrebne žice odstranite iz razdelilne omarice.
Na splošno je potrebna namestitev razdelilne omarice. Tehnologija namestitve je preprosta, pri povezovanju žic se lahko pojavijo težave.
Splošna pravila preklopa
Izvedba metode spajkanja spominja na varilna dela, uporablja se le navaden spajkalnik in ne inverterski aparat z elektrodami. Pred zvijanjem je treba jedra pokositrati. Če želite to narediti, segrejte spajkalnik, ga potopite v kolofonijo in z njim večkrat prečkajte izolacijske površine, dokler se ne pojavi rdečkast odtenek.
Da bi zagotovili kakovostno delo, morate najprej preveriti konico spajkalnika. Pomembno je, da je čisto. Če je površina neravna in se je na njej nabrala umazanija, bo nemogoče narediti kakovostno spajkanje. Umazanije odstranimo z datoteko, nato pa njen konec ponovno pokositrimo.
Prednosti spajkanja v primerjavi z drugimi načini povezovanja

Obstaja več načinov za povezovanje žic v razdelilni omarici, vendar se le spajkanje in varjenje razlikujeta po minimalnem kontaktnem uporu in monolitni povezavi. Vsakdo lahko spajka žice doma. Varjenje zahteva izkušnje in poseben varilni stroj.
Za izvedbo dela boste potrebovali naslednji nabor orodij:
- tok;
- nož za odstranjevanje izolacijskega materiala;
- spajkanje;
- stranski rezalniki;
- spajkalnik;
- klešče ali klešče;
- brusni papir.
Ne morete začeti dela, ne da bi prej pripravili vsa potrebna orodja in potrošni material.
Žice za spajkanje
Kositranje in spajkanje kablov v razdelilni omarici poteka v več fazah.
- Odstranjevanje izolacijskega sloja.
- Odstranjevanje žic, dokler se ne pojavi značilen sijaj kovine.
- Storitev.
- Zvijanje.
- Spajkanje.
- Izolacija.
Preden začnete povezovati tokovne žice, morate analizirati, kakšna dolžina je potrebna. Žice so odrezane tako, da so konci pri spajkanju zunaj razvodne omarice. Po končanem delu se položijo na poljuben način.
Spajkanje žic v razdelilni omarici je prepovedano. Zaloga v tem primeru je tudi neprimerna.
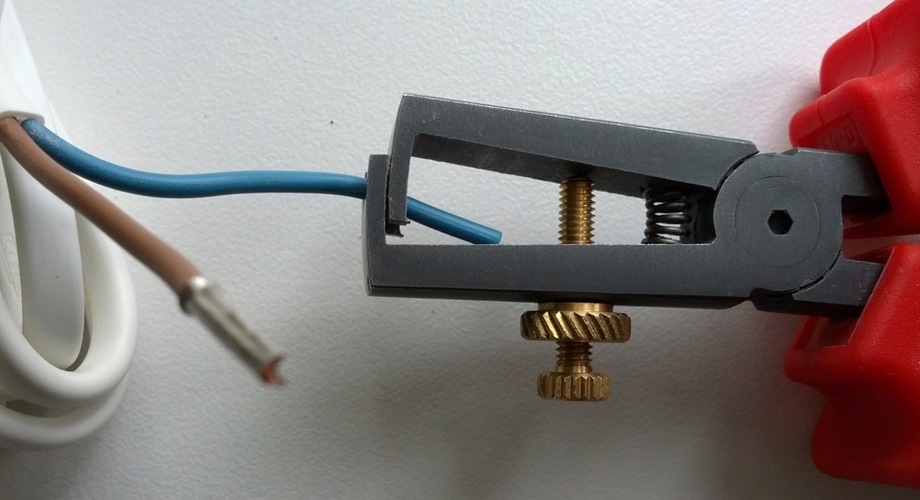
Za odstranitev izolacijskega sloja se uporablja posebno orodje - odstranjevalec ali oster nož. Pri delu z ostrim nožem morajo biti gibi podobni rezkanju svinčnika. Prepovedano je rezati izolacijski sloj s kleščami ali stranskimi rezalniki. Prečna poškodba bo v bližnji prihodnosti povzročila zlom.
Pri žici, namenjeni za spajkanje, je odstranjevanje izolacije od 1,5 do 3 cm.
Žice pred spajkanjem temeljito očistimo in pokositrimo, da se na površini vodnikov ne pojavijo oksidi, ki motijo normalno prevodnost in povečujejo upor. Že konzervirane vodnike zvijemo s kleščami ali kleščami.
Spajkanje zvitih bakrenih žic v škatli ima podoben algoritem. Zvijanje mora biti tesno, vendar ne tesno, sicer se lahko konci prevodnih žic preprosto odlomijo.
Na koncu zvite žice spajkamo s spajkalnikom, tako da je spajka enakomerno prekrita z vseh strani. Kakovost dela je v celoti odvisna od tega, kako dobro so bili konci ogoljeni.
Izbira moči spajkalnika

Naprava mora optimalno segrevati območje 1 minuto in ne več, površina spajke na koncu dela mora biti gladka in enakomernega sijaja.
Vrsta spajkanja
Obstaja veliko različnih spajk, glavne so navedene v tabeli.
| Razred spajkanja | spojina (%) | Natezna trdnost (kg/mm) | Tališče | Aplikacija |
| POS-30 | Svinec – 70 Pločevina – 30 | 3,2 | 266 | Za spajkanje in kositranje delov iz jekla, bakra in njihovih zlitin |
| POS-40 | Svinec - 60 Kositer – 40 | 3,8 | 238 | Za spajkanje in kositranje kontaktov in delov v radijski opremi iz pocinkanega jekla |
| POS-90 | Svinec – 10 Kositer – 90 | 4,9 | 220 | Za spajkanje in kositranje medicinskih instrumentov in kovinskih pripomočkov |
| POS-61M | baker - 2 Svinec – 37 Kositer – 61 | 4,5 | 192 | Za spajkanje in kositranje tiskanih vodnikov in bakrenih žic |
| POS-61 (terciarni) | Svinec – 39 Kositer – 61 | 4,3 | 190 | Za kositranje in spajkanje delov pod napetostjo iz brona, medenine in bakra z zatesnjenimi šivi |
| POSV-33 | Bizmut - 33,3 Svinec – 33,3 Kositer – 33,3 | — | 130 | Za spajkanje delov iz konstantana, medenine in bakra z zatesnjenim šivom |
| POSV-50 (Aloy Rose) | Bizmut - 50 Svinec – 25 Pločevina – 50 | — | 94 | Za obdelavo delov, ki so dovzetni za pregrevanje |
| Zlitina d Arce | Bizmut - 45,3 Svinec – 45,1 Kositer – 6,9 | — | 79 | Za izdelavo varovalk, kositranje in spajkanje delov, občutljivih na pregrevanje |
| Woodova zlitina | Kadmij - 12,5 Bizmut - 50 Svinec – 25 Kositer – 12,5 | — | 68,5 | Pomembna lastnost je, da je strupen. Zasnovan za izdelavo varovalk, kositranje in spajkanje delov, občutljivih na toplotne učinke |
Zadnji trije razredi imajo nizko tališče in nizko trdnost zlitine.
Zaščita območja spajkanja pred oksidacijo

Flux se uporablja za zaščito območja spajkanja pred oksidacijo s kisikom. Pri delu z bakrom se najpogosteje uporabljajo:
- Kolofonija, vsebuje samo borovo kolofonijo.
- LTI-120 vključuje trietanolamin (1-2%), anilin hidroklorid (3-7%), etilni alkohol (66-73%), kolofonijo (20-25%).
- Sestava alkoholne kolofonije vključuje etilni alkohol (60-70%) in kolofonijo (30-40%).
Najenostavnejša, najbolj proračunska in hkrati razširjena različica fluksa je navadna kolofonija. Edina težava, ki se lahko pojavi pri delu s snovjo, je njeno trdno agregatno stanje.
Tehnologija spajkanja in kositrenja

Ko začnete spajkati ali kositriti žice, je pomembno, da žice postavite vodoravno, tako da se konica spajkalnika neovirano dotika vseh strani. Nekateri "strokovnjaki" priporočajo postavitev prevodnih žic navpično, vendar tega ne bi smeli storiti, saj se lahko kapljice spajke začnejo širiti.
Pred kositrenjem se žice segrejejo s spajkalnikom in se hkrati s koščkom kolofonije dotikajo območja ogrevanja, dokler se ne začne topiti. Če se uporablja tekoči fluks, se najprej nanese pred začetkom segrevanja. Po kositrenju se žice zvijejo.
Tehnologija spajkanja je nekoliko drugačna, saj zahteva večjo količino spajke. Fluks se nanese na prevodne žice in segreva s spajkalnikom, dokler se staljena kapljica enakomerno ne porazdeli. Če je potrebno, lahko postopek ponovimo.
Spajkanje z gorilnikom in lončkom

Če je pred vami velik obseg dela, je priporočljivo uporabiti lončke, ki so votel kovinski valj, opremljen z ročajem za polnjenje s staljeno spajko. To napravo lahko segrevate s plinskim gorilnikom ali uporabite kot nastavek za močan spajkalnik.
Posoda vsebuje majhno količino staljene spajke; medtem ko se strdi, ima oseba čas, da naredi več zavojev.
Previdnostni ukrepi
Med delom bodite previdni, saj lahko staljena spajka povzroči hude opekline, če pride v stik s kožo. Vse znamke spajk vsebujejo svinec, katerega hlapi so strupeni za ljudi. Da bi preprečili zastrupitev, morate med delom nositi respirator.
Pri spajkanju žic je prepovedano uporabljati aktivne tokove, ki vsebujejo kisline, saj jih je treba po končanem delu popolnoma odstraniti. Ostanki talila imajo uničujoč učinek na vse materiale, za baker sta še posebej agresivna spajkalna kislina in cinkov klorid.
Na splošno delo ne bi smelo povzročati težav, glavna stvar je, da se vnaprej seznanite s tehnologijo izvedbe, pripravite vse potrošne materiale in orodja.







