Ustvarjanje zanesljivega električnega kontakta pri namestitvi kabla ni tako enostavno, kot se zdi. To še posebej velja za aluminijaste žice: zaradi fizikalnih lastnosti kovine lahko pride do težav pri povezovanju.
Značilnosti aluminijastih žic
V skladu s standardi PUE je med namestitvijo v stanovanjskih prostorih prepovedano uporabljati aluminijaste vodnike.
Aluminijasta žica je poceni rešitev, njena cena pa je za red velikosti nižja od bakrene žice. Ni podvržen koroziji, saj je v trenutku prekrit z debelim oksidnim filmom. Ima nizko specifično težo.
Glavna pomanjkljivost je nizka električna prevodnost aluminija. Ta je 37,9 μS×m, kar je skoraj dvakrat slabše od bakra, ki ima 59,5 μS×m. Nizka fleksibilnost vodnika onemogoča namestitev na mestih, kjer je izpostavljen ponavljajočim se mehanskim obremenitvam.
Obstajajo štiri vrste žičnih povezav: stiskanje, stiskanje, varjenje in spajkanje. Stiskalni tulci in priključni bloki bodo zagotovili enostavno in hitro namestitev kabla na mestih, kjer ni potrebna visoka mehanska odpornost. Spajkanje in varjenje bo zagotovilo najmočnejšo in najbolj zanesljivo povezavo, vendar zahteva spretnost in uporabo posebnih orodij.
Metoda stiskanja
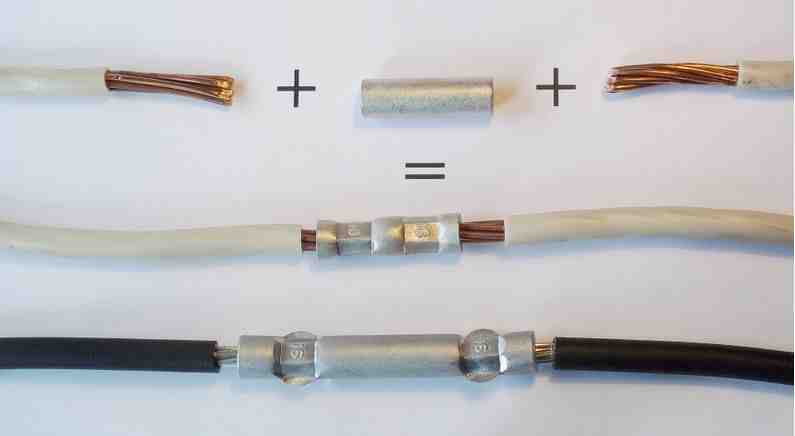
Stiskanje se izvede s posebnim tulcem, v katerega se vstavijo jedra, nato pa se stisnejo s posebnim orodjem - kleščem. Rokavi se razlikujejo po premeru, dolžini in materialu. Pri namestitvi kabla je treba uporabiti samo aluminijaste ali medeninaste tulke. Z medeninastimi elementi lahko povežete tako aluminij na aluminij kot baker na aluminijaste žice.
Pri povezovanju aluminijastih vodnikov ne smete uporabljati tulcev, ki vsebujejo baker. Ti dve kovini tvorita galvanski par, kar vodi do pospešenega uničenja aluminija.
Za povezavo jeder z različnimi odseki se uporabljajo posebni tulci z različnimi premeri vstopnih lukenj.
Pravilna izbira premera tulca bo zaščitila del verige pred pregrevanjem. Večji premer bo zagotovil majhno kontaktno ploskev in večjo odpornost. Če je prečni prerez tulca manjši, je treba zmanjšati prečni prerez žil, kar bo prav tako negativno vplivalo na prevodne lastnosti.
Metoda stiskanja

Pri napeljavi kablov v razdelilni omarici je naključen stik sosednjih žic zelo nezaželen. V ta namen se uporabljajo priključni bloki.
Sponka je izolirana tulka, v katero so vstavljeni vodniki. V notranjosti se za pritrditev uporablja bodisi vijak ali vzmet.
Če nameravate namestiti nasedlo žico, jo morate pred namestitvijo v terminal stisniti s posebnim tulcem, ki bo izboljšal stik in zmanjšal verjetnost stiskanja.
Pri uporabi sponk z vijačno povezavo morate jasno nadzorovati silo vpenjanja, da preprečite rezanje jedra z vijakom in njegovo kasnejše uničenje. Sponke Wago nimajo te pomanjkljivosti. V njih je mehanizem za pritrditev jedra medeninasta plošča in vzmet.Uporaba medenine v sestavi omogoča varno povezovanje kablov iz različnih kovin.
Metoda varjenja

Varjenje zagotavlja najboljši električni stik. Zaradi homogenosti nastale povezave ni problema povečane upornosti odseka vezja.
Uporabljajo varilni aparat z izhodno močjo do 1 kW in nastavljivo napetostjo v območju 14-20 V. Varjenje štejemo za uspešno, če je na koncu zasuka nastala kapljica s premerom približno enakim zasuk.
Pri varjenju se na koncu zasuka uporablja ogljikov vodnik. Čas izpostavljenosti ne sme biti daljši od 2 sekund.
Obstaja možnost plinskega varjenja žic. V atmosferi inertnega plina se oksidni film preneha tvoriti, kar bistveno olajša proces, vendar so potrebna posebna znanja in oprema.
Metoda spajkanja

Pred kositrenjem površine odstranimo oksidni film. To lahko storite bodisi z mehansko silo, na primer z brusnim papirjem ali krtačo s kovinskimi ščetinami, bodisi z uporabo posebne kemikalije - fluksa. Je bel prah, ki se raztopi v vodi in se nato nanese na konce žic v pločevinkah.
Oksidacija aluminija na zraku se zgodi v nekaj sekundah, zato samo mehansko delovanje ne more odstraniti oksidov. Priporočljivo je kombinirati uporabo fluksa in površinsko čiščenje.
Če spajkate dve žici, zadostuje uporaba spajkalnika z močjo 60 W. Za žice z velikim prerezom in pri spajkanju večžilnih zavojev boste potrebovali spajkalnik z močjo 150 W ali več.
Vsebnost kositra v spajki mora biti vsaj 50%. Lahko vzamete spajko z vsebnostjo 60-90%.
Spajkanje aluminija korak za korakom:
- Razmastite površino.Bencin in alkohol bosta zadostovala. To bo stanjšalo oksidni film.
- Fiksirajte žične niti v želenem položaju.
- Nanesite fluks. Prepričajte se, da zadene kabelski spoj.
- Območje zvijanja segrejte s spajkalnikom ali plinskim gorilnikom. V slednjem primeru bodite previdni, saj se kovina hitro segreje in se lahko stopi.
- Pocinkajte priključno točko. Nežno drgnite spajko s spajkalnikom, dokler se ne pojavi homogen sijoč film.
Pravilno obdelana površina pridobi značilen kovinski sijaj. Ne smejo se dovoliti, da bi se pojavila povešena in neobdelana območja.
Kositrna spajka je dovzetna za korozijo, zato je končna povezava obdelana z lakom.
Pri podaljševanju žic, če se pričakuje delovanje v težkih pogojih, se bo najbolje obnesla spajkana ali varjena povezava. V vsakdanjem življenju je za kable, ki niso podvrženi mehanskim obremenitvam, zelo primerno stiskanje s tulcem.







