Varjenje ogrevalnih cevi je glavna metoda montaže gospodinjskih in industrijskih komunikacij. Tovrstne povezave ne zahtevajo vzdrževanja, tako kot lepljene ali navojne, so pa izpostavljene stalnim toplotnim in mehanskim obremenitvam. Na podlagi tega morate skrbno izbrati orodja, materiale in natančno upoštevati varilno tehnologijo. Kršitev pravil za spajanje kovin vodi do pojava razpok in razvoja korozije. Če nameravate ta postopek izvesti sami, morate razumeti, katere metode se uporabljajo za ogrevanje varjenja, pa tudi profesionalne tehnike za doseganje visokokakovostnega in trajnega rezultata.
Komplet orodij in opreme

Varjenje ogrevalnih cevi z električnim varjenjem se začne s pripravljalno fazo:
- Priprava mojstra. Ustrezno je treba urediti delovno mesto, zagotoviti upoštevanje varnostnih ukrepov in po potrebi ponovno prebrati navodila za ravnanje z opremo in materiali. Za varjenje cevi z električnim varjenjem boste potrebovali zaščitno opremo.Sem sodi posebna ognjevarna obleka (hlače, jakna, kapa), maska, čevlji in pajkice. Treba je poskrbeti za kakovostno prezračevanje.
- Priprava orodij in materialov. Pozorni morate biti na vsako malenkost, saj sta od tega odvisna udobje dela in kakovost končnega rezultata.
Za varjenje ogrevanja potrebujete naslednja orodja in naprave:
- varilni stroj z rezervnim držalom;
- brusilnik z rezalnimi in brusilnimi ploščami;
- kovinska krtača;
- brusni papir različnih velikosti zrn;
- kladivo;
- dobava elektrod;
- vice;
- sponke;
- jeklene ali azbestno-cementne plošče za zaščito sten pred kovinskimi kapljicami in sajami;
- ponjava za prekrivanje tal.
Pred varjenjem cevi z električnim varjenjem je potrebno preveriti skladnost kablov, vtičnic in odklopnikov v plošči s parametri pripravljene naprave. Morajo biti dovolj močni, da prenesejo veliko obremenitev, ki jo ustvarja celo gospodinjska oprema.
Tehnologija varjenja plastičnih cevi

Polipropilen postopoma nadomešča jeklo, saj ima ob relativno nizki ceni številne pozitivne lastnosti. Plastični cevovodi so zasnovani za visok tlak, so lahki, imajo gladke notranje stene in odličen videz. Toda cevovod bo učinkovito opravljal svoje funkcije, če so vsi spoji močni in nepredušni. Upoštevati je treba, da ob prehajanju vroče vode s temperaturo nad 110 stopinj polimer postane mehak in se začne povečevati. Zato se za vgradnjo ogrevanja uporabljajo samo izdelki, ojačani s steklenimi vlakni ali aluminijasto folijo.
Za spajanje povezav se uporablja poseben spajkalnik. Naprava je dvostranska, s cevmi na eni strani za zunanje in na drugi za notranje ogrevanje spojenih delov.
Za njihovo povezavo se uporabljajo naslednji priključki:
- spojke;
- adapterji;
- vogali;
- majice;
- križi;
- navojne prirobnice za priklop na radiator.
Pri spajkanju polipropilenskih komunikacij se uporablja princip difuzije pod vplivom toplote. Robovi sosednjih členov se stopijo, snov se premeša in tvori monolitno spojino.

Postopek varjenja polimernih delov poteka po naslednji metodi:
- Izdelava diagrama cevi ogrevalnega sistema.
- Žaganje surovcev določene dolžine. Prilagaja se količina potopitve cevi v luknje za nastavke in dimenzije samih nastavkov.
- Segrevajte spajkalnik, dokler ne zasveti zeleni indikator. To je dokaz, da se montaža lahko začne.
- Priključitev delov na napravo s pomočjo cevi ustreznega premera. Ogrevati jih je treba v skladu z odčitki tabele, ki je priložena opremi.
- Priključek cevi in fitinga. To se naredi strogo v eni smeri, dokler se notranji del ne nasloni na zaklepno štrlino v okovju. Izdelkov ne morete vrteti ali premikati naprej in nazaj. Dovoljen je popravek glede na spojni kot.
- Hlajenje. Spoj je treba vzdrževati v statičnem položaju toliko časa, kot je navedeno v navodilih za napravo. Šele po tem lahko nadaljujete z montažo.
Za razliko od kovinskih cevi polimerne cevi potrebujejo podporo za navpične in vodoravne poteke. Vsakih 100-150 cm jih pritrdimo na stene s plastičnimi distančnimi sponkami.Po montaži polipropilenske komunikacije ne zahtevajo dodatne končne obdelave ali naknadnega vzdrževanja.
Tehnologija varjenja kovinskih cevi

Da bi bila povezava močna in zrakotesna, je potrebno pred montažo pripraviti sistemske dele. Preverite enakomernost robov, posnemite in obrusite kovino na razdalji 10 mm od reza. Po tem morate očiščena območja obdelati s topilom, da jih razmastite.
Za varjenje cevi za različne namene se uporabljajo elektrode z naslednjo sestavo prevleke:
- rutilna kislina (RA) - za napeljavo hladne in tople vode v javnem sektorju;
- rutil (RR) - za montažo ogrevalnih sistemov, ki delujejo pod visokim pritiskom;
- rutil-celuloza (RC) - uporablja se v strukturah, ki zahtevajo visoko zanesljivost spojev;
- univerzalni (B) - za montažo vseh vrst cevovodov v stanovanjskem sektorju in v proizvodnji.

Kovinske cevi lahko varite z naslednjimi tehnologijami:
- Električno varjenje. Izvaja se ročno ali z avtomatskim strojem. Načelo delovanja temelji na ustvarjanju elektronskega obloka, ki nastane med kratkim stikom. Ta proces spremlja sproščanje velike količine toplote, zaradi česar se kovina tali. Za ustvarjanje šiva se uporabljajo potrošne ali nepotrošne elektrode.
- Plinsko varjenje. Spoji cevi se talijo pod vplivom gorečega plina, hkrati pa se nanje nanese kovina, ki deluje kot spojka. Nastane monoliten spoj, ki ima homogeno strukturo s sosednjimi deli.
- Hladno varjenje.Ta metoda se uporablja pri nameščanju nizkotlačnih cevovodov ali pri popravilu na težko dostopnih mestih. Bistvo metode je, da okoli trka ovijemo povoj, namočen v hitro strjevalno lepilo.
Izbira možnosti je pravilna, če ustreza značilnostim sistema in značilnostim hladilne tekočine.
Razvrstitev zvarov

Spoj lahko varite na različne načine, odvisno od konstrukcijskih značilnosti in debeline kovine, ki se obdeluje.
Obstaja naslednja klasifikacija zvarov:
- Po videzu - ravno (normalno), oslabljeno (konkavno) in okrepljeno (konveksno).
- Po dolžini - neprekinjeno (zvezno, zaprto), prekinjeno (pike, segmenti). Dolžina šivov je razdeljena na kratke (do 25 cm), srednje (26-100 cm) in dolge (več kot 101 cm).
- Glede na izvedbo - vodoravno (na navpičnih odsekih), navpično (na vodoravnih poteh), strop (ko je spoj izdelan od spodaj), spodaj (elektroda na vrhu šiva).
- Glede na efektivno silo - bočno (vzdolž osi), čelno (čez os), poševno (čez), kombinirano (kombinacija vrst).
- Glede na število plasti in prehodov - enoslojni (en prehod) in večplastni (več prehodov).
S pravilno montažo ogrevalnega sistema je možno narediti vse naštete šive. Po potrebi se na notranji strani cevi izvede varjenje.
Glavne vrste varjenih spojev
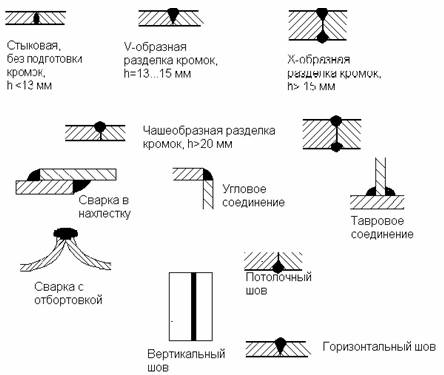
Glede na lokacijo v prostoru so šivi razdeljeni na naslednje vrste:
- kotni - deli so pod kotom;
- T-palice - povezava konca in strani elementov;
- zadnjica - cevi so povezane v eni ravnini;
- prekrivajo se - deli se med seboj prekrivajo;
- konec - naleganje stranskih površin drobcev.
Med delom mojster izbere način varjenja delov, ki je najbolj primeren za sebe in izpolnjuje tehnične pogoje.