Kovinske ploščice so izboljšana in privlačnejša različica valovitih plošč. Ime je dobil, ker posnema ploščice, včasih pa izgleda veliko bolj estetsko. Material je izdelan po posebni tehnologiji in za različne namene.
Kje se proizvajajo kovinske ploščice?
Kovinske ploščice so priljubljen premaz, zato jih proizvajajo tako velike tovarne kot majhna podjetja. Kakovost pločevine ni odvisna od obsega proizvodnje, temveč od opreme, ki se uporablja za proizvodnjo kovinskih ploščic. Kot v mnogih drugih primerih je kakovost odvisna od skladnosti z vsemi tankostmi tehnologije.
Najbolj znana podjetja za proizvodnjo premazov v Rusiji vključujejo:
- "Neva-jeklo";
- "KSP";
- Sibirski metalski center;
- "Električni ščit".
Obstaja veliko drugih proizvodnih obratov v Moskvi, Lipecku, Sankt Peterburgu in Volgogradu.
Od tujih proizvajalcev so na ruskem trgu najbolj priljubljeni:
- finsko podjetje RUUKKI;
- eden največjih proizvajalcev kovin na svetu, koncern Arcelor Mittal;
- Slovaško podjetje U.S. Jeklene Košice.
Priljubljena so tudi mala podjetja iz Poljske in Kitajske.
Pri nakupu kovinskih ploščic morate biti pozorni na garancijsko dobo. Pri premazu s plastisolom je na primer garancija proizvajalca 50 let.
Iz česa so izdelane kovinske ploščice?

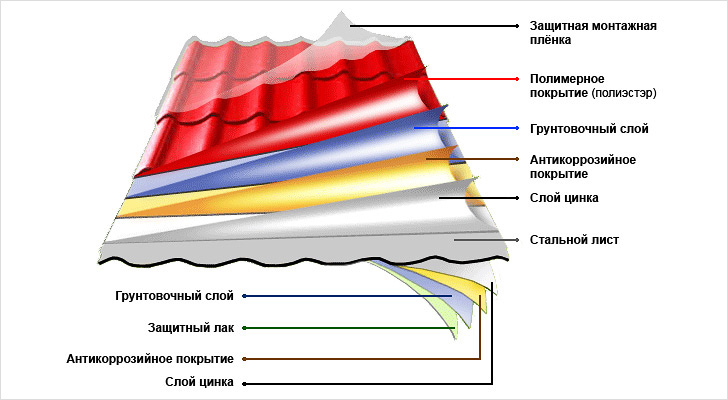
Kovinske ploščice so kompleksen večplastni material. Sestavljen je iz naslednjih elementov.
- Osnova je kovinska pločevina. Najpogosteje je jeklo, lahko pa se kot osnova uporabita tudi baker in aluminij. Slednji je lažji in se ne boji korozije, zato ne potrebuje zaščitne plasti cinka.
- Plast cinka - prekriva pločevino na obeh straneh. Kovina ustvari oksidacijski film, ki preprečuje, da bi kisik in vlaga dosegla jekleno podlago. Gostota sloja se giblje od 190 do 275 g na m². Določa, kje se lahko uporabljajo kovinske ploščice: v južni regiji, v visokogorju, na območjih blizu morja.
- Pasivirajoča plast - ustvari nekakšen kompenzacijski blažilnik in izboljša oprijem.
- Primerni sloj - opravlja isto nalogo, vendar je bolj selektiven glede na nanešeni premaz.
- Spodnji sloj kovinskih ploščic je lak. Je brezbarven in nima dekorativne vrednosti. Njegova naloga je ustvariti dodatno mehansko zaščito.
- Zgornji sloj talne obloge je dekorativni premaz na osnovi polimerne sestave. Barva ne določa samo videza kovinske ploščice, temveč tudi njeno odpornost na ultravijolične žarke, mehanske obremenitve in vlago.
Lastnosti zgornjega dekorativnega sloja v veliki meri določajo trajnost materiala.
Proizvodna tehnologija

Ne glede na vrsto opreme za proizvodnjo valovitih plošč in kovinskih ploščic proizvodni proces vključuje 3 glavne faze:
- valjanje profila in pridobivanje reliefne površine;
- žigosanje – oblikovanje profila: kaskada, Monterrey, Supermonterrey;
- rezanje na liste zahtevanih velikosti.
Na vsaki stopnji je potrebno spremljati pravilno izvedbo tehničnih operacij in preveriti skladnost obdelovanca. Med valjanjem je pomembno natančno slediti zaporedju dejanj. Pri žigosanju morate zagotoviti, da obdelovanec ustreza določenemu profilu.
Tehnologija vključuje naslednje operacije.
- Zvitek kovine določene debeline - od 0,4 do 12 mm, se dovaja na odvijalno linijo in pritrdi v predelku.
- Linija se pripelje v mlin za oblikovanje, kjer se profil vtisne. Obstaja veliko vrst razmerij med grebenom in valovno obliko.
- Trak se dovaja v škarje, kjer se koprena samodejno razreže na liste zahtevane velikosti.
- Obdelovanec se pošlje na cinkanje. V nekaterih primerih se ta operacija izvede pred valjanjem.
- Kovinske ploščice so prekrite z zaščitnimi plastmi: najprej pasivacijo, nato temeljnim premazom in na koncu plastjo barvne polimerne sestave.
Splošna shema se ohranja pri izdelavi katere koli vrste kovinske ploščice. Lastnosti materiala določajo lastnosti profila, debelina cinkove plasti in sestava barve.
Vrste premazov
- Poliester – mat ali gladek. Premaz se uporablja v 75% primerov. Debelina sloja 25 mikronov. Poliester je odporen proti obrabi in zagotavlja zmerno UV zaščito. To pomeni, da na območjih z agresivnim soncem premaz zbledi. Zasnovan za 5–10 let delovanja. Plast mat poliestra je debelejša - do 35 mikronov. Ta premaz traja do 15 let.
- Poliuretan - pural. Nanesite plast do 50 mikronov.Zelo trpežna, prenese temperature od -60 do +100 C. Ne razpoka v pogojih visoke vlažnosti in ne zbledi pod soncem. Rok uporabnosti: najmanj 30 let. Takšne kovinske ploščice so opazno dražje.
- Purex je dekorativna folija, ki jo odlikuje zelo visoka duktilnost in trdnost. Znanje in izkušnje podjetja RUUKKI. Proizvajalec jamči za premaz 50 let.
- Plastisol je polimer na osnovi polivinilklorida. Ni zelo odporen na mraz - prenese le - 10 C, vendar dobro prenaša vročino. Plast plastisola doseže 200 mikronov. To ne zagotavlja samo odpornosti proti obrabi in praskam, temveč omogoča tudi nenavadne dekorativne učinke. Plast iz plastisola je vtisnjen, da ustvari reliefni vzorec na površini. Življenjska doba je 60-70 let.
- PDVF je nova možnost, ki je zelo odporna na UV žarke. Čeprav je premaz nanesen v tankem sloju - 27 mikronov, je to dovolj za zagotavljanje trajnosti kovinske ploščice.
Rok uporabnosti premaza je odvisen od delovnih pogojev.
Oprema za proizvodnjo kovinskih ploščic

Oprema za proizvodnjo kovinskih ploščic vključuje več različnih naprav za opravljanje različnih nalog.
- Odvijalec rol je gnana, konzolna naprava za nameščanje in odvijanje tanke pločevine. Lahko je ločena struktura, pogosteje pa je del proizvodne linije. Izdelek je izbran glede na nosilnost, hitrost odvijanja, moč in dovoljeno širino traku.
- Glavni stroj za kovinske ploščice je krivljenje profilov. Med postopkom upogibanja je kovinska pločevina izpostavljena tlačnim in nateznim učinkom. Kot rezultat, list prevzame določeno konfiguracijo. Upogibanje je možno pod katerim koli kotom.Hkrati ostane plošča monolitna in ne izgubi moči. Stroji za valjanje delujejo samodejno, kar zmanjšuje tveganje za napake in okvare. Izbirni parametri: hitrost valjanja, moč, največja dovoljena debelina in širina pločevine.
- Stiskalnica je hidravlična. Vključuje stiskalnico, kjer se oblikujejo stopnice, žig in hidravlične postaje - naprave, ki dovajajo olje v hidravlične cilindre. Obdelovanec, ki prihaja iz valjarja, ima valovito obliko. V stiskalnici se valovit relief zdrobi in dobi videz stopnic. Enota je izbrana glede na moč, nivo tlaka in možno širino profila.
- Rezanje kovine s škarjami - listi, vtisnjeni na stroju, se dovajajo v giljotinske škarje. Naprava s hidravličnim ali mehanskim pogonom reže obdelovance v pločevine. Parametri ocenjevanja: hod noža, dovoljena debelina in širina pločevine, število udarcev noža na minuto. Ta indikator določa učinkovitost enote.
- Sprejemnik listov - po rezanju se listi prenesejo v sprejemnik. Preprosti modeli lahko sprejmejo samo 1 list, napredni modeli pa več.
- Paleta za končne plošče - listi se premikajo iz sprejemnika na paleto. Tu se zložijo v snop in z nakladalnim žerjavom prenesejo v skladišče.
Avtomatski nadzorni sistem (ACS)
Večino opreme - stroj za izdelavo kovinskih ploščic, stiskalnico, giljotinske škarje - je mogoče avtomatizirati. Najbolj priročno se zdi, da ne programiramo vsakega stroja posebej, ampak ga vključimo v en sam sistem in izdajamo ukaze vsem enotam linije hkrati. To počne avtomatski nadzorni sistem.
Glavna merila za izbiro ACS vključujejo velikost napake. Manjši kot je, natančnejša je meritev in razrez, kar zmanjša stroške.
Pripravljene proizvodne linije

Za izdelavo kovinskih ploščic lahko kupite že pripravljeno linijo, ki vključuje vse potrebne elemente. Glede na konfiguracijo in zmogljivost so linije razdeljene v 3 razrede.
Osnovni obsega valjarno, giljotinske škarje, stiskalnico, hidravlični sistem in sistem avtomatskega krmiljenja. Ta možnost je primerna za začetek in majhno proizvodnjo.
Standard – paket ustreza potrebam malih in srednje velikih podjetij. Poleg naštete opreme sem spada še razvijalec rol, palete in druge naprave. Hitrost valjanja do 7–8 metrov na minuto.
Premium vključuje tudi zapiralo in servomotorje. Produktivnost linije je večja – do 10 metrov na minuto.