Povezava polimernih vodovodnih cevi v en sam glavni vod se izvede na dva načina: z uporabo povezovalnih elementov (fitingov) ali s spajkanjem. Slednja možnost je bolj ekonomična - ni vam treba kupiti dodatnih delov. Vendar zahteva posebna orodja. Če poznate podrobnosti varjenja, lahko pravilno spajkate plastične cevi za domači vodovod z lastnimi rokami, brez sodelovanja strokovnjakov. To bo prihranilo tudi družinski proračun.
Orodja za opravljanje dela

Za povezavo plastičnih in propilenskih elementov se uporablja metoda toplotne difuzije - taljenje pri segrevanju s posebnim spajkalnikom. Od preprostega orodja za spajkanje se razlikuje po tem, da uporablja jeklene konice namesto bakrenih elektrod. Pritrjeni so v luknje na grelnem elementu spajkalnika. Regulacija temperature se izvaja s pomočjo termostata, ki se nahaja na telesu.
Za izvedbo dela s cevnimi elementi iz polietilena ali polipropilena boste dodatno potrebovali:
- merilni instrumenti - merilni trak, ravnilo, kvadrat, raven;
- specializirane škarje ali rezalnik cevi;
- tekočina za razmaščevanje.
Poleg tega je vredno pripraviti drobnozrnat brusni papir ali tanko datoteko. Pomagali bodo narediti reze popolnoma gladke.
Varnostni ukrepi
Pri delu s spajkalnikom morate upoštevati varnostne ukrepe. Če tega ne storite, bo to negativno vplivalo na kakovost spajkalnega spoja in lahko povzroči poškodbe in opekline.
Upoštevajte naslednja pravila:
- Vroči spajkalnik postavite le na stojalo.
- Za zaščito rok pred opeklinami uporabite rokavice.
- Delo izvajajte v dobro prezračenem prostoru, ker polimerni materiali pri segrevanju oddajajo škodljive snovi.
Šobe so prevlečene s teflonom, da se prepreči nabiranje ogljika. Na koncu vsakega varilnega postopka je potrebno z leseno lopatico odstraniti ostanke polimera. Čiščenje ohlajenih konic ni dovoljeno, saj lahko poškodujete premaz in zlomite spajkalnik.
Značilnosti spajkanja vodovodnih cevi

Preden začnete, morate izbrati pravo tehnologijo. Za povezavo se uporabljajo trije načini spajkanja:
- Spenjanje. V tem primeru se uporabljajo spojke, ki se vstavijo med spojene dele. Posebnost postopka je v tem, da se segrevajo le sami priključni elementi. Običajno se ta metoda uporablja za cevi z majhnim in srednjim prerezom.
- Zvonaste oblike Uporabljajo se šobe različnih premerov. Konci delov so odrezani pod kotom 90 stopinj in očiščeni, nato pa vstavljeni v šobo ustreznega odseka. Med spajkanjem se konci obeh elementov segrejejo, stopijo in spojijo. Po spajanju se deli ne smejo vrteti.
- Stykova. Istočasno sta konca dveh segmentov varjena po celotni ravnini.Uporablja se za povezovanje velikih cevi - s premerom več kot 5 cm in debelino stene 0,4 cm.
Če morate spajkati armirane cevi, boste potrebovali posebno orodje - brivnik. Potrebno je očistiti cev iz aluminija, ki je skrit pod zgornjim polimernim premazom. Nato se varjenje cevi izvede po standardni metodi.
Včasih odsek cevovoda zahteva navojne dele. Tak nastavek lahko prispajkamo na spoj ustrezne cevi. Spajkanje cevi je dovoljeno izvajati samo pri temperaturah okolja nad ničlo.
Zaporedje varjenja
Najprej morate pripraviti same cevi. Razdeljeni so na kose zahtevane velikosti, konci so izravnani in brušeni, spoji pa obrisani s tekočino za razmaščevanje.
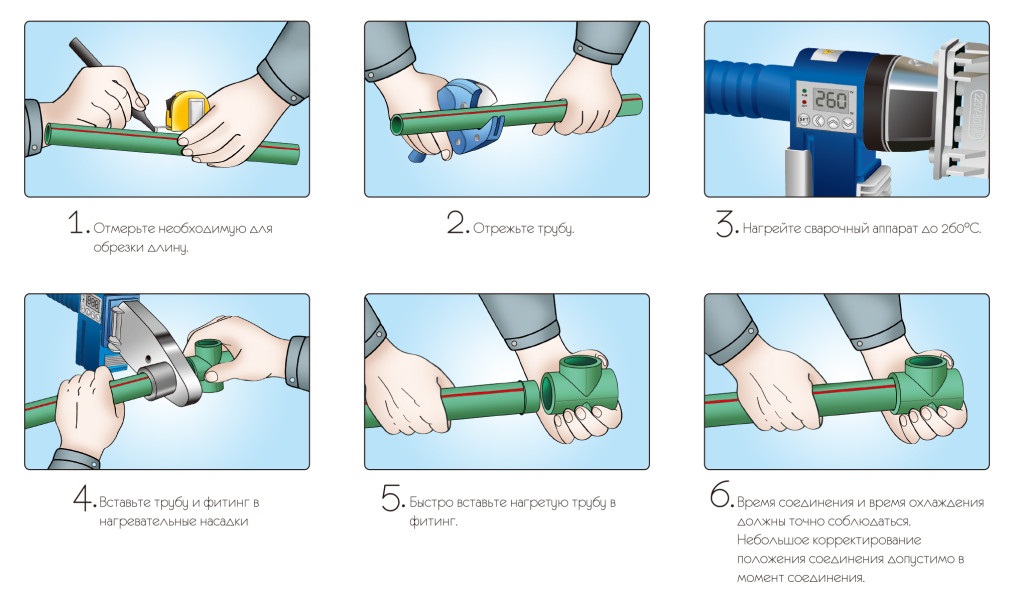
S termostatom se izbere želeno ogrevanje ob upoštevanju razlike v tem indikatorju za polimere. Katere konkretne cevi spajkate, lahko ugotovite tako, da pogledate oznake na samem izdelku. Za cevi iz polipropilena in polivinilklorida (PP in PVC) se segrevanje izvede do 260 stopinj, za polietilen (HDPE) - do 220 stopinj. Grelni elementi so med seboj povezani z vstavljanjem cevi v nastavek, spojko ali s spajanjem koncev segmentov.
Trajanje taljenja po doseganju zahtevane temperature se določi glede na presek:
| Premer izdelka (mm) | Čas segrevanja na želeno temperaturo (sek) | Adhezijska doba (s) | Čas hlajenja (min) |
| 16 | 5 | 8 | 2 |
| 20 | 6 | 9 | 2 |
| 25 | 7 | 10 | 3 |
| 32 | 8 | 12 | 4 |
| 40 | 12 | 20 | 5 |
| 63 | 24 | 25 | 6 |
| 90 | 40 | 35 | 8 |
Ko se spoj ohladi, preverite, ali je delo pravilno opravljeno.Tesnost spajkanega odseka se preverja s pihanjem in prehajanjem vode. Če je spojni šiv slabo izdelan, se območje spajkanja odreže in ponovno izvede varjenje.
Spajkanje na težko dostopnih mestih in kotih

Če je potrebno, lahko cevi spajkate pod kotom. V ta namen se uporabljajo posebne vogalne spojke. Za nadzor stopnje upogiba uporabite kvadrat. Kupujte izdelke istega proizvajalca, kar bo zagotovilo visoko oprijemljivost elementov, ki jih povezujete.
Varjenje na težko dostopnih mestih je težko za neprofesionalca. Pri delu blizu stropa bo treba spajkalni stroj obesiti na kavelj. Včasih je treba zamenjati del obstoječega vodovoda: če je poškodovana, skozi katero kaplja voda, ali če je močna zamašitev. Najlažji način je spajkati navojne priključke na tistih mestih, kjer je to priročno, in nato nanje položiti kos cevi.
Polipropilensko cev lahko spajkate, če voda kaplja skozi majhno razpoko z obrtnim varjenjem. Reža je zaprta z materialom, iz katerega je izdelana cev. Na poškodovano mesto se nanese vroč žebelj ali izvijač. Luknja je prekrita s staljenim polimerom. Toda to je začasna možnost; poškodovano območje bo še vedno treba zamenjati.
Polimerni izdelek je mogoče za kratek čas zapreti z industrijskim sušilcem za lase. Spoj se segreva, dokler se material ne zmehča. Na cev je nameščena objemka in tesno zategnjena.
Možne napake

- delo z neočiščenimi odseki;
- neenakost povezovalnih delov;
- netočna poravnava povezanih elementov;
- preveč truda pri spajanju;
- nepopolna vstavitev cevi v priključek;
- nizko ali prekomerno segrevanje delov, ki se varijo;
- prisotnost ojačitvenega sloja;
- sprememba položaja elementov po ohlajanju plastike;
- uporaba spajkalnika s konicami, onesnaženimi s polimerom;
- čiščenje ohlajenih šob in kasnejša uporaba delov s poškodovano teflonsko plastjo.
Včasih na visokokakovostnih materialih močno pregrevanje ne povzroči vizualnih zunanjih napak. Vendar pride do notranje deformacije, ko segreta plastika blokira notranji prehod. To vodi do hitrega zamašitve in blokiranja pretoka vode.
Poleg vročega spajkanja se uporablja metoda hladnega varjenja. Tehnika vključuje uporabo posebnega topila kot aktivne spajkalne komponente, ki zmehča strukturo polimera. Zaradi svoje kompleksnosti metoda ni pridobila velike priljubljenosti.