Pri organizaciji oskrbe z vodo so zelo priljubljene cevi iz različnih polimernih materialov: polipropilen, kovinsko-plastika, polietilen nizke gostote, klorirani polivinilklorid. Njihovo postopno izpodrivanje tradicionalnih analogov iz litega železa in jekla je posledica njihove vzdržljivosti, nizkih stroškov, moči in odpornosti na neugodne okoljske dejavnike, enostavnosti in enostavnosti povezave. Takšne prednosti lahko znatno pospešijo postopek namestitve vodovodnih omrežij, zmanjšajo njihove stroške in delovno intenzivnost.
Metode povezovanja vodovodnih cevi
Način povezovanja plastičnih cevi pri namestitvi vodovodnega sistema je odvisen od materiala, iz katerega so izdelani. Metode in orodja, ki se uporabljajo za cevovode iz ene vrste plastike, niso uporabni za druge.
Kloriran polivinilklorid (CPVC)
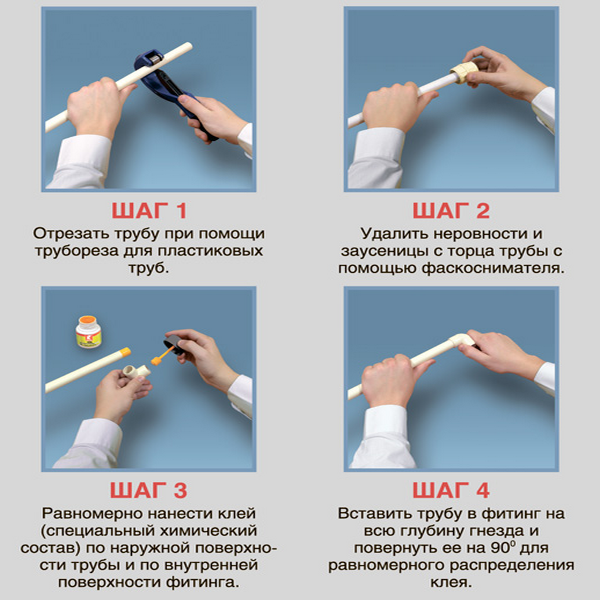
- Kos zahtevane dolžine se izreže iz celotne cevi s posebnim orodjem - rezalnikom cevi.
- Obdelovanec je sestavljen z okovjem (kotnik, T, spojka) brez lepljenja. V tem primeru se meri razdalja cevi, ki se prilega priključkom.
- S posebnim orodjem ali ostrim nožem se s konca obdelovanca odstrani rob.
- Zunanja površina obdelovanca in notranji priključek sta razmaščena s posebnim topilom.
- Na razmaščene površine se v tankem sloju enakomerno nanese posebno lepilo na osnovi tekočega kloriranega polivinilklorida.
- Cev je priključena na priključek pod zahtevanim kotom in v tem položaju nepremično pritrjena 1 minuto. Lepilo zelo hitro drži skupaj povezane elemente vodovodnega sistema in ne zahteva dodatnega napora za njihovo pritrditev med postopkom lepljenja.
- Ostanke lepila odstranimo z ostrim nožem.
Tako sestavljen plastični cevovod deluje pri visokem pritisku vode in ne pušča. Če se dovod vode nehote poškoduje, ga lahko hitro in enostavno popravite – za to vstavite ustrezen kos polivinilklorida v luknjo in ga na vrhu napolnite s tanko plastjo lepila.
Cevi iz preprostega polivinilklorida (PVC) sive ali svetlo oranžne barve se ne uporabljajo v vodovodnih omrežjih. Njihove značilnosti in vrsta priključka vtičnice ne zagotavljajo tesnosti in stabilnosti vodovodnega sistema - puščajo pod visokim pritiskom. Pod vplivom vroče vode začnejo hitro propadati. Takšne komunikacije se pogosto uporabljajo za polaganje zunanjih in notranjih kanalizacijskih sistemov.
Kovinsko-plastični
Kovinsko-plastične vodovodne cevi so povezane s stiskanjem in stiskanjem.

Namestitev kompresijskega priključka se izvede na naslednji način:
- S škarjami ali žago za kovino se iz celotne cevi izreže kos zahtevane dolžine.
- Na odrezan kos sta nameščena matica in prilegajoča se obročka.
- Z merilom ali stožčastim predmetom se notranji premer obdelovanca rahlo razširi – kalibrira. Pri uporabi merila se robovi istočasno odstranijo s konca obdelovanca - grezenje.
- Okovje je vstavljeno v obdelovanec. Za lažji vstop in preprečevanje prask in zdrsov gumijastih tesnilnih obročev je le-to namazano s tekočim milom.
- Na spoju priključka in obdelovanca najprej potisnite obroč in nato matico.
- Pritrdite nastavek v obdelovanec tako, da matico pritrdite z nastavljivim ključem na navoj.
Kovinsko-plastični vodovod in dvižni vod za toplo ali hladno vodo, izdelan s to tehnologijo, bo trajal do 10-12 let. V tem primeru je povezava odstranljiva in zahteva redne preglede (enkrat na 3-4 leta) in zategovanje matice, če se odkrije puščanje.
Postopek povezovanja s stiskalnimi fitingi je bolj delovno intenziven in zahteva posebno opremo - ročno ali električno stiskalnico. Zaporedje pritrditve stiskalnih fitingov je sestavljeno iz naslednjih manipulacij:
- Notranji premer odseka cevi je kalibriran in ugreznjen s posebnim merilom.
- V obdelovanec se vstavi stiskalni priključek s stiskalno pušo. Popolnost stika med cevjo in priključkom je mogoče oceniti s pomočjo posebnih indikatorskih oken na njem - če so popolnoma prekrita s cevjo, lahko začnete stiskati. V nasprotnem primeru je treba notranji premer obdelovanca ponovno kalibrirati in natančneje ugreziti.
- Pritrdite okovje na kovinsko-plastični obdelovanec z električno ali ročno stiskalnico s šobami ustreznega premera.
Stisnjena povezava je bolj priročna kot stisnjena povezava - če pride do močnega puščanja, ki ga ni mogoče odpraviti z zategovanjem matice, jo je mogoče razstaviti, zamenjati O-tesnila in hitro ponovno sestaviti. Čeprav stiskalni fitingi ne zahtevajo rednih pregledov in vzdrževanja, jih ni mogoče popraviti, če puščajo ali se poškodujejo.
Polipropilen
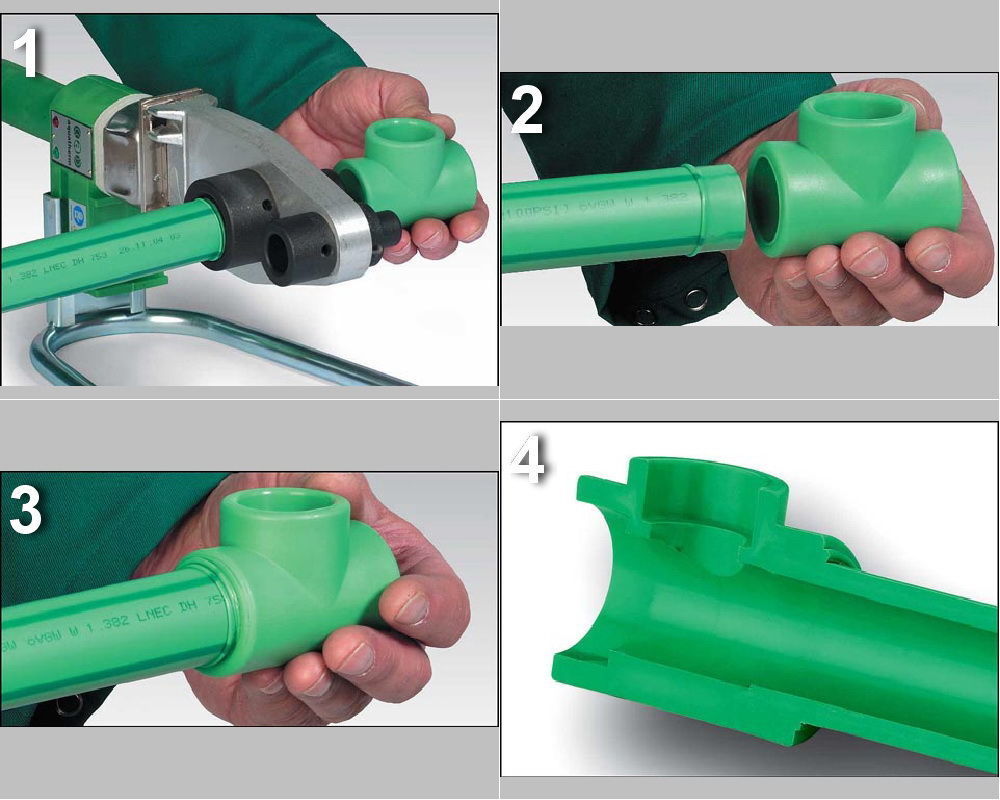
Najpogostejša metoda povezovanja polipropilenskih cevi - visokotemperaturno varjenje - je sestavljena iz naslednjih korakov:
- Iz celotne cevi se izreže surovec zahtevane dolžine.
- Notranja površina priključka in zunanji obdelovanec, povezan med spajkanjem, sta razmaščena.
- S črnim svinčnikom, ki je jasno viden na belem ozadju, se na obdelovancu naredi oznaka, ki kaže, kako daleč naj sega cev pri spajkanju v priključek.
- Obdelovanec in polipropilenski nastavek se istočasno vstavita v tulec in trn, segret na želeno temperaturo na spajkalni konici (stroj za visokotemperaturno varjenje polipropilenskih izdelkov).
- Po 5-10 sekundah se deli, ki jih je treba spajkati, odstranijo iz delovnih delov spajkalnika in povežejo brez vrtenja.
- Do popolnega ohlajanja je dovoljeno spreminjati kot namestitve obdelovanca in pritrditev v navpični ali vodoravni ravnini, ne da bi ju vrteli drug glede na drugega.
Pri spajkanju takšnih cevi je pomembno upoštevati temperaturo in čas segrevanja povezanih delov. Če se polipropilen zadržuje dlje časa in pri visokih temperaturah, se lahko močno stopi, zamaši ali zoži prehod znotraj vodnega toka. Nezadostna temperatura in kratek čas zadrževanja povzročita puščanje zaradi nepopolnega zlitja povezovalnih površin fitinga in cevi med seboj.
Vodovodni izdelki iz polipropilena se ne bodo dobro povezali, če so na spajkanih površinah kapljice vode - vlaga, ki izhlapeva med spajkanjem, bo motila normalno sintranje polipropilena, kar bo povzročilo nastanek votlin in lukenj v spajkalnem šivu.
Polietilen
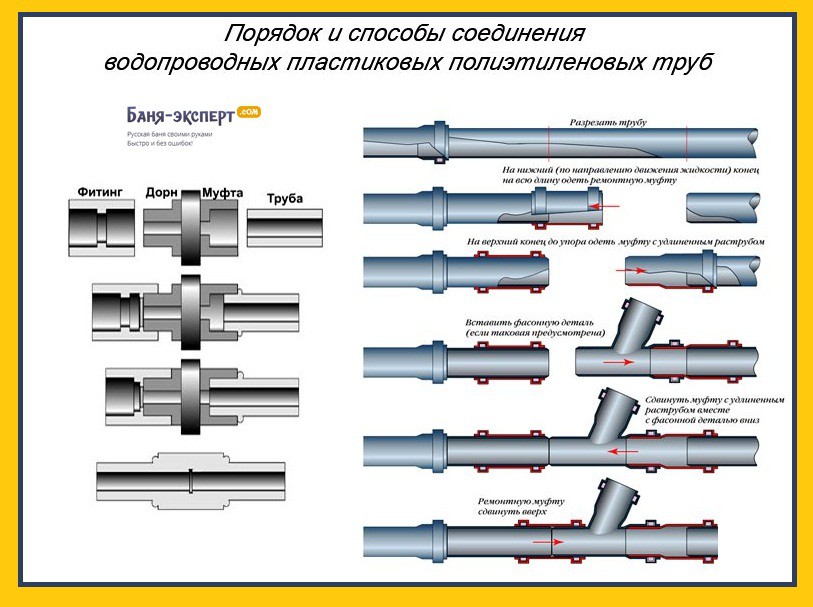
- Najprej se na cev namesti stiskalna matica, nato pa vpenjalna sponka (krimpni obroč).
- Cev je vstavljena v telo fitinga, dokler se ne ustavi.
- Vpenjalna vpenjala se premakne proti navojnemu delu priključka.
- Nastavek je pritrjen na cev z zategovanjem matice.
Za priključitev cevi HDPE za vodovodne sisteme velikega premera (več kot 100 mm) se uporabljajo posebni varilni stroji, ki se uporabljajo za namestitev vodovodnih napeljav z visokim pritiskom. Uporaba takšne naprave za namestitev polietilenskega vodovoda v zasebni hiši ni praktična.
Značilnosti povezovalnih cevi iz različnih materialov
V praksi se pogosto pojavi potreba po povezovanju cevi iz materialov z različnimi lastnostmi: kovina in polipropilen, kovina in polietilen, polipropilen in kovina-plastika. Metode pritrditve:
- Za priključitev kovinskih cevi na polipropilenske cevi se uporabljajo kombinirane spojke, ki imajo zunanje ali notranje navoje, spajkane v plastiko.
- Povezava polietilenske (HDPE) cevi z jekleno cevjo se izvede s pomočjo stiskalnih spojk. V tem primeru je polietilenska cev pritrjena v priključku na tradicionalen način, jekleni navoj pa je privit v spojko s predhodnim navijanjem lanu ali vleke na njej in maziva s tesnilno pasto.Polietilenski vodni tokovi velikih premerov bodo povezani z ventilom, pipo iz litega železa s posebno prirobnico in močnimi vijaki.
- Pritrditev kovinsko-plastičnih in polipropilenskih vodnih tokov se izvede s spajkalno spojko in aparatom za difuzijsko varjenje (spajkalnik za polipropilenske cevi) ali kompresijskim priključkom in prehodno kombinirano spojko (polipropilen - notranji kovinski navoj).
Zaradi enostavnosti in razpoložljivosti metod za pritrjevanje polimernih cevi je plastični vodovod, za razliko od kovinskega, nameščen veliko lažje in hitreje, brez uporabe orodij za navoje, fizično težkih paketov navojnih povezav ali varjenja.